6063铝合金铲齿技术:散热效率革命性提升


| 产品名称: | 6063铝合金铲齿技术:散热效率革命性提升 |
| 关键词: | 6063铝合金 |
| 行业: | 工业电子电工 - 电池行业 |
| 工艺: | 其他 - 其他 |
| 材质: | 合金钢 |
产品详情
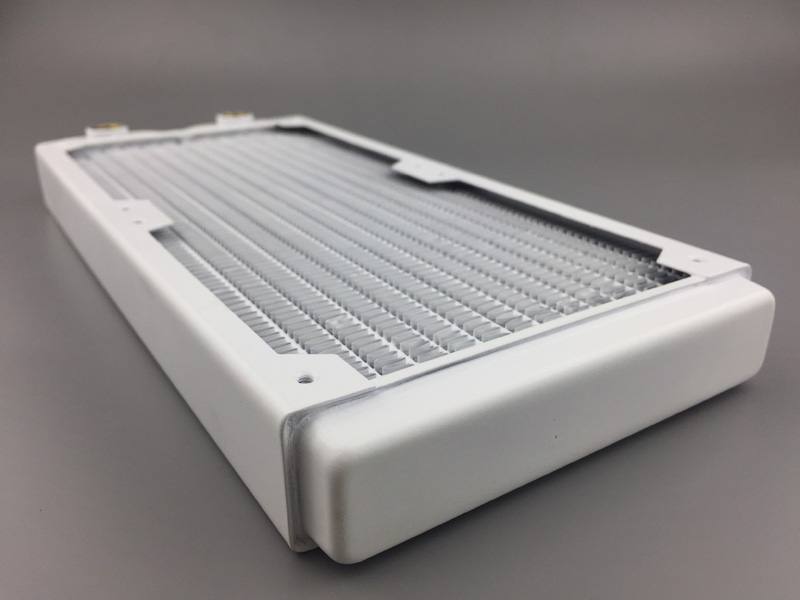
传统挤压工艺难以实现高齿密散热器,广亚铝业开发“挤压基板+CNC铲削”技术:
先成型6063-F态基板;
微米级刀具铲削齿片,齿厚1-2mm、高度6-10mm;
齿间距压缩至3-5mm,齿高比提升50%。
该技术使散热功率密度达300 W/cm²,适用于5G基站射频模块,金属利用率超95%
先成型6063-F态基板;
微米级刀具铲削齿片,齿厚1-2mm、高度6-10mm;
齿间距压缩至3-5mm,齿高比提升50%。
该技术使散热功率密度达300 W/cm²,适用于5G基站射频模块,金属利用率超95%
对比优势:
| 工艺 | 齿高比 | 散热功率密度 |
|---|---|---|
| 传统挤压 | 8:1 | 200 W/cm² |
| 铲齿技术 | 12:1 | 300 W/cm² |
上一篇 : 6063铝合金挤压工艺:高密齿散热器量产突破
下一篇 : 6063铝合金表面处理:强化散热与耐久性
相似产品
更多
加工轴流风机壳体用到的加工工艺有哪些
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢

碳钢固定锚板的机加工工艺分析
- 工艺 : 机加工 - CNC铣削或铣削加工
- 材质 : 碳钢

厚壁法兰车铣复合加工与探伤检测
- 工艺 : 机加工 - 车铣复合
- 材质 : 合金钢

钻头扶正器应用于石油钻井平台
- 工艺 : 机加工 - 五轴加工
- 材质 : 合金钢

用于建筑工程的S355JR焊接H型梁的定制制造
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢

建筑用U型钢型材的精密加工
- 工艺 : 冲压 - 普通冲压
- 材质 : 铝类

圆锥破碎机破碎壁
- 工艺 : -
- 材质 :

创新铲齿工艺:突破高密度散热技术瓶颈
- 工艺 : 表面处理 - 其它
- 材质 : 合金钢
更多产品
更多加工轴流风机壳体用到的加工工艺有哪些
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢
碳钢固定锚板的机加工工艺分析
- 工艺 : 机加工 - CNC铣削或铣削加工
- 材质 : 碳钢
厚壁法兰车铣复合加工与探伤检测
- 工艺 : 机加工 - 车铣复合
- 材质 : 合金钢
钻头扶正器应用于石油钻井平台
- 工艺 : 机加工 - 五轴加工
- 材质 : 合金钢
用于建筑工程的S355JR焊接H型梁的定制制造
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢
建筑用U型钢型材的精密加工
- 工艺 : 冲压 - 普通冲压
- 材质 : 铝类
圆锥破碎机破碎壁
- 工艺 : -
- 材质 :
创新铲齿工艺:突破高密度散热技术瓶颈
- 工艺 : 表面处理 - 其它
- 材质 : 合金钢