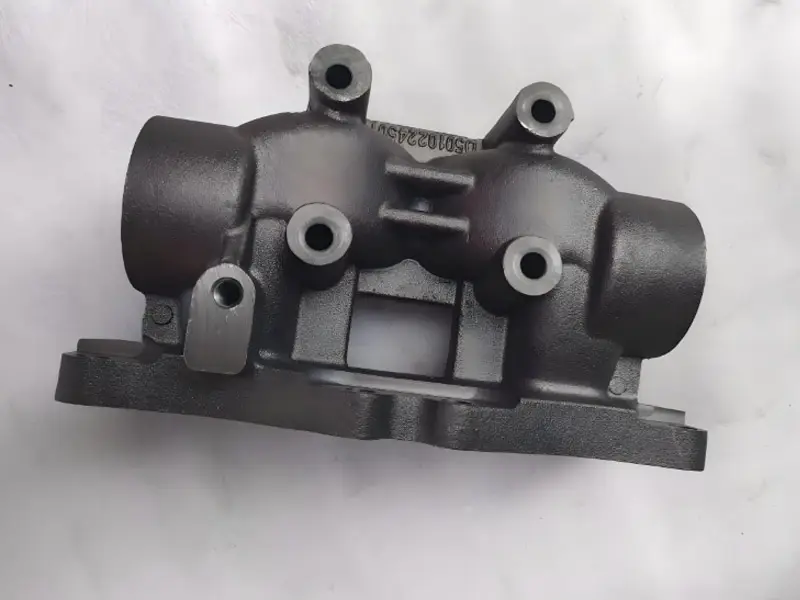
汽车排气歧管



| 产品名称: | 汽车排气歧管 |
| 关键词: | 汽车排气歧管 |
| 行业: | 交通运输 - 航天航空 |
| 工艺: | 铸造 - 砂型铸造 |
| 材质: | 铸钢 |
产品详情
汽车排气歧管是排气系统的核心部件,连接发动机缸体,负责收集并引导各缸的废气进入排气管。汽车排气歧管通常通过铸造工艺制造。铸造是制造排气歧管的主流方法,因为它能高效生产复杂形状、耐高温的部件。然而,在高性能改装或赛车应用中,也可能使用管材焊接(非铸造)来制造管状歧管,以优化性能和减轻重量。
铸造工艺在排气歧管制造中的应用
铸造工艺适合排气歧管的原因是其复杂几何形状(需连接多缸,汇流至单一出口)和高温耐受需求。常见铸造方法包括:
- 砂型铸造:
- 过程:用砂模塑造歧管外形,浇注熔融金属(如球墨铸铁),冷却后去除模具。
- 优点:成本低,适合大批量生产(如原厂轿车或商用车)。
- 缺点:表面粗糙,精度较低,重量较重(5-10kg)。
- 应用:常见于经济型车型,如大众、丰田的普通家用车。
- 精密铸造(失蜡铸造):
- 过程:用蜡模制作精确模型,包裹陶瓷壳后熔化蜡模,浇注不锈钢或高温合金,冷却后破壳。
- 优点:表面光滑,尺寸精度高(±0.1mm),适合复杂设计。
- 缺点:成本较高,生产周期长。
- 应用:高端车型或改装歧管,如宝马M系列或AMG车型。
- 材料:
- 球墨铸铁:耐高温(可达800-1000°C),成本低,广泛用于原厂歧管。
- 不锈钢(如304或409):耐腐蚀,重量较轻,常见于高性能或改装歧管。
- 高温合金(如Inconel):用于赛车或涡轮增压车型,耐温可达1200°C,但价格昂贵。
非铸造工艺:管状焊接歧管
在高性能改装或赛车领域,排气歧管可能不采用铸造,而是通过管材焊接制造(称为“管状歧管”或“headers”):
- 工艺流程:
- 管材选择:不锈钢(304/316)或钛合金,壁厚1.5-2.5mm。
- 弯管成型:数控弯管机(CNC tube bender)将管材弯曲成设计形状,匹配各缸排气口。
- 焊接:TIG氩弧焊连接管段和法兰,确保气密性和强度。
- 表面处理:抛光或喷涂陶瓷涂层,提升耐热性和美观。
- 优点:
- 轻量化:比铸铁歧管轻30-50%(约2-5kg)。
- 性能优化:优化排气流畅性,减少背压,提升高转速马力(可增5-15%)。
- 定制性:可根据车型和发动机(如涡轮增压或自然吸气)调整管径和长度。
- 缺点:
- 成本高(2000-10,000元,视材料和品牌)。
- 制造复杂,需高精度设备和熟练技术。
- 应用:赛车、改装车(如Subaru WRX、Honda Civic Type R)或高端品牌(如Akrapovic、HKS)。
上一篇 : S460(Q/QL/QL1)结构件
下一篇 : 汽车防撞梁
相似产品
更多
加工轴流风机壳体用到的加工工艺有哪些
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢

碳钢固定锚板的机加工工艺分析
- 工艺 : 机加工 - CNC铣削或铣削加工
- 材质 : 碳钢

厚壁法兰车铣复合加工与探伤检测
- 工艺 : 机加工 - 车铣复合
- 材质 : 合金钢

钻头扶正器应用于石油钻井平台
- 工艺 : 机加工 - 五轴加工
- 材质 : 合金钢

用于建筑工程的S355JR焊接H型梁的定制制造
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢

建筑用U型钢型材的精密加工
- 工艺 : 冲压 - 普通冲压
- 材质 : 铝类

圆锥破碎机破碎壁
- 工艺 : -
- 材质 :

创新铲齿工艺:突破高密度散热技术瓶颈
- 工艺 : 表面处理 - 其它
- 材质 : 合金钢
更多产品
更多加工轴流风机壳体用到的加工工艺有哪些
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢
碳钢固定锚板的机加工工艺分析
- 工艺 : 机加工 - CNC铣削或铣削加工
- 材质 : 碳钢
厚壁法兰车铣复合加工与探伤检测
- 工艺 : 机加工 - 车铣复合
- 材质 : 合金钢
钻头扶正器应用于石油钻井平台
- 工艺 : 机加工 - 五轴加工
- 材质 : 合金钢
用于建筑工程的S355JR焊接H型梁的定制制造
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢
建筑用U型钢型材的精密加工
- 工艺 : 冲压 - 普通冲压
- 材质 : 铝类
圆锥破碎机破碎壁
- 工艺 : -
- 材质 :
创新铲齿工艺:突破高密度散热技术瓶颈
- 工艺 : 表面处理 - 其它
- 材质 : 合金钢