航空航天用精密叶轮加工



| 产品名称: | 航空航天用精密叶轮加工 |
| 关键词: | 航空航天用精密叶轮加工 |
| 行业: | 交通运输 - 航天航空 |
| 工艺: | 机加工 - 五轴加工 |
| 材质: | 合金钢 |
产品详情
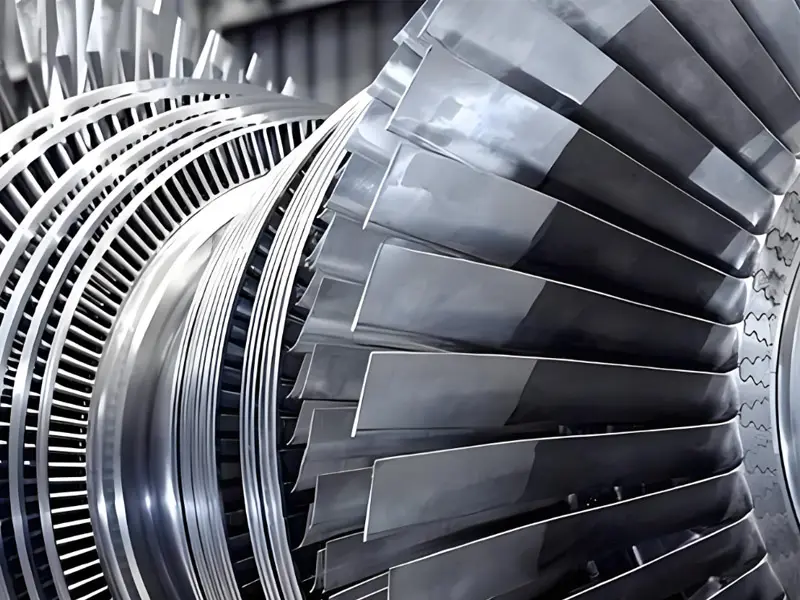
航空航天用精密叶轮是指用于发动机、泵或涡轮系统中的旋转部件,主要应用于航空发动机、火箭推进器或卫星推进系统。这些叶轮形状复杂(多为薄壁整体结构)、材料耐高温高强度(如钛合金、镍基高温合金),加工精度要求极高(公差±0.01-0.05mm,表面粗糙度Ra≤0.4μm),以确保高转速(>10,000 rpm)下的空气动力学性能和耐久性。
1. 材料特性
航空航天叶轮常用高性能合金,确保在高温、高压和腐蚀环境下的可靠性:
- 钛合金(Ti-6Al-4V):轻质、高强度、耐腐蚀,适用于涡轮叶轮。
- 镍基高温合金(Inconel 718):耐高温(>1000°C)、抗氧化,适合发动机整体叶轮。
- 其他:铝合金或陶瓷复合材料,用于特定轻载应用。
| 材料类型 | 主要特性 | 典型应用 |
|---|---|---|
| 钛合金 | 密度低(4.5 g/cm³)、强度高(>900 MPa) | 火箭发动机叶轮 |
| 镍基合金 | 耐热、抗疲劳,焊接性好 | 航空涡轮叶轮 |
| 铝合金 | 易加工、成本低,但耐热性中等 | 辅助泵叶轮 |
2. 加工方法
精密叶轮加工强调高精度、多轴联动和非传统加工相结合,以实现复杂几何形状(如叶片曲面、薄壁内腔)。常见方法包括:
- 5轴数控加工(CNC):使用5轴联动机床(如DMG Mori或Mazak),适合复杂曲面叶片。挑战:切削力大导致振动,解决方案:高刚性刀具和CAM软件优化路径。加工时间可缩短30-50%。
- 电解加工(ECM):无工具接触、非热加工,适用于耐高温合金的薄壁结构。高表面质量(Ra<0.2μm),无应力残留,特别适合航空航天复杂几何形状。
- 柔性制造系统(FMS):集成多台CNC机床,实现自动化批量生产整体叶轮,精度控制在±0.02mm。
- 其他:精密铸造+后加工(如失蜡铸造),或激光加工用于精细r角波纹。薄壁整体离心叶轮可采用专利方法:先粗加工内腔,再精加工叶片,确保超薄叶片(厚度<1mm)无变形。
上一篇 : 不锈钢电梯板 压花板蚀刻板
下一篇 : 航空航天精密磨齿齿轮加工
相似产品
更多
加工轴流风机壳体用到的加工工艺有哪些
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢

碳钢固定锚板的机加工工艺分析
- 工艺 : 机加工 - CNC铣削或铣削加工
- 材质 : 碳钢

厚壁法兰车铣复合加工与探伤检测
- 工艺 : 机加工 - 车铣复合
- 材质 : 合金钢

钻头扶正器应用于石油钻井平台
- 工艺 : 机加工 - 五轴加工
- 材质 : 合金钢

用于建筑工程的S355JR焊接H型梁的定制制造
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢

建筑用U型钢型材的精密加工
- 工艺 : 冲压 - 普通冲压
- 材质 : 铝类

圆锥破碎机破碎壁
- 工艺 : -
- 材质 :

创新铲齿工艺:突破高密度散热技术瓶颈
- 工艺 : 表面处理 - 其它
- 材质 : 合金钢
更多产品
更多加工轴流风机壳体用到的加工工艺有哪些
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢
碳钢固定锚板的机加工工艺分析
- 工艺 : 机加工 - CNC铣削或铣削加工
- 材质 : 碳钢
厚壁法兰车铣复合加工与探伤检测
- 工艺 : 机加工 - 车铣复合
- 材质 : 合金钢
钻头扶正器应用于石油钻井平台
- 工艺 : 机加工 - 五轴加工
- 材质 : 合金钢
用于建筑工程的S355JR焊接H型梁的定制制造
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢
建筑用U型钢型材的精密加工
- 工艺 : 冲压 - 普通冲压
- 材质 : 铝类
圆锥破碎机破碎壁
- 工艺 : -
- 材质 :
创新铲齿工艺:突破高密度散热技术瓶颈
- 工艺 : 表面处理 - 其它
- 材质 : 合金钢