轨道交通铸铁配件加工


| 产品名称: | 轨道交通铸铁配件加工 |
| 关键词: | 轨道交通铸铁配件加工 |
| 行业: | 交通运输 - 轨道交通 |
| 工艺: | 铸造 - 消失模铸造 |
| 材质: | 铸钢 |
产品详情
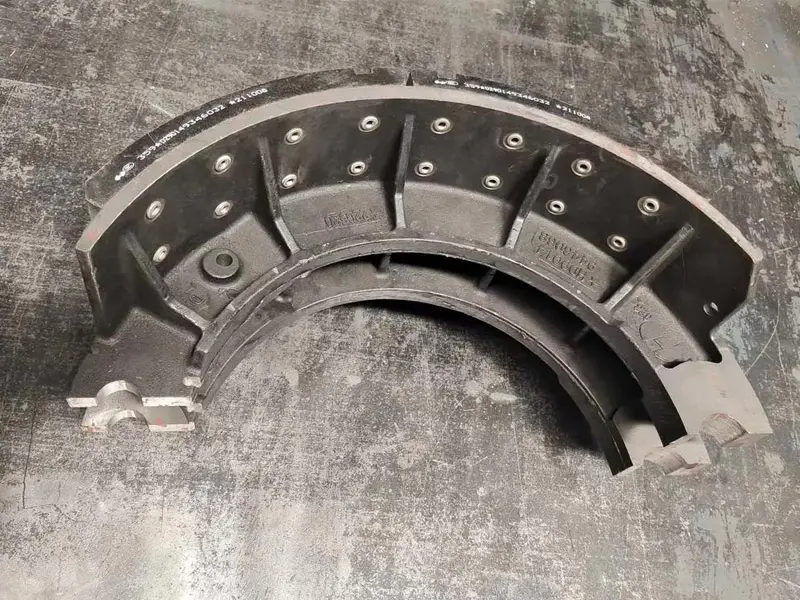
轨道交通铸铁配件加工是指为轨道交通系统(如地铁、高铁、铁路等)制造铸铁零部件的过程。这些配件广泛用于铁路轨道、车辆部件和相关基础设施,要求高强度、耐磨性和高精度,以确保安全性和耐久性。
铸铁配件在轨道交通中主要用于以下领域:
- 轨道系统:
- 扣件系统:如扣紧件、轨道夹板(鱼尾板)和底板,用于固定钢轨,确保轨道稳定性。
- 道岔部件:如铸锰钢辙叉(frogs)、道岔垫板,用于列车换轨。
- 其他轨道材料(OTM):如系杆板(tie plates)、缓冲器和惰性减速器(inert retarders),用于增强轨道性能。
- 车辆部件:
- 车轮和轮毂:承受列车重量和动力传递,要求高强度和耐磨性。
- 制动系统:如制动蹄(brake shoes),提供减速或停车的摩擦力。
- 车体连接件:如车钩座、底盘连接件,需耐重载和冲击。
- 基础设施:
- 支撑结构:如格构柱底座、支架,用于基坑支护或车站结构。
- 其他:如检修设备部件、管道配件等。
铸铁配件加工工艺
轨道交通铸铁配件的加工需满足高精度和严格的质量要求,工艺流程如下:
- 设计与模具制作:
- 根据设计图纸(符合《铁路轨道设计规范》GB50090-2006等),制作高精度砂型或金属模具。
- 使用CAD/CAM软件优化铸件结构,减少缩孔、气孔等缺陷。
- 熔炼与浇铸:
- 材料熔炼:采用中频感应炉熔炼灰铸铁或球墨铸铁,控制碳当量(CE)和球化剂(如镁)比例,确保材料性能。
- 浇铸工艺:常用砂型铸造(树脂砂或覆膜砂)或静压铸造(如胡永集团的工艺),确保铸件表面光洁度和尺寸精度。
- 参数控制:
- 浇铸温度:1350-1450°C(灰铸铁),1450-1500°C(球墨铸铁)。
- 冷却速度:控制冷却时间以优化石墨形态(如球墨铸铁的球化率≥90%)。
- 机加工:
- CNC加工:使用数控机床(车、铣、钻)进行精加工,确保公差(如CT8级)和表面粗糙度(Ra6.3-25μm)。
- 瑞士式加工:用于高精度小批量部件,如销钉和紧固件。
- 表面处理:抛丸清理、热处理(如奥氏体化或正火)提高耐磨性和强度。
上一篇 : 地铁可调节钢管柱
下一篇 : 轨道交通管廊预埋哈芬槽
相似产品
更多
加工轴流风机壳体用到的加工工艺有哪些
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢

碳钢固定锚板的机加工工艺分析
- 工艺 : 机加工 - CNC铣削或铣削加工
- 材质 : 碳钢

厚壁法兰车铣复合加工与探伤检测
- 工艺 : 机加工 - 车铣复合
- 材质 : 合金钢

钻头扶正器应用于石油钻井平台
- 工艺 : 机加工 - 五轴加工
- 材质 : 合金钢

用于建筑工程的S355JR焊接H型梁的定制制造
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢

建筑用U型钢型材的精密加工
- 工艺 : 冲压 - 普通冲压
- 材质 : 铝类

圆锥破碎机破碎壁
- 工艺 : -
- 材质 :

创新铲齿工艺:突破高密度散热技术瓶颈
- 工艺 : 表面处理 - 其它
- 材质 : 合金钢
更多产品
更多加工轴流风机壳体用到的加工工艺有哪些
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢
碳钢固定锚板的机加工工艺分析
- 工艺 : 机加工 - CNC铣削或铣削加工
- 材质 : 碳钢
厚壁法兰车铣复合加工与探伤检测
- 工艺 : 机加工 - 车铣复合
- 材质 : 合金钢
钻头扶正器应用于石油钻井平台
- 工艺 : 机加工 - 五轴加工
- 材质 : 合金钢
用于建筑工程的S355JR焊接H型梁的定制制造
- 工艺 : 钣金 - 焊接
- 材质 : 碳钢
建筑用U型钢型材的精密加工
- 工艺 : 冲压 - 普通冲压
- 材质 : 铝类
圆锥破碎机破碎壁
- 工艺 : -
- 材质 :
创新铲齿工艺:突破高密度散热技术瓶颈
- 工艺 : 表面处理 - 其它
- 材质 : 合金钢